





喷砂是一种常用的表面处理工艺,为了管控喷砂后钢材的外观品质,就应该在良好的散射日光下或照度相当的人工照明条件下进行观察。标准光源箱就是用来实现人工照明条件下专用设备,本文就为大家来喷砂颜色目视检测的具体步骤。
喷砂色差产生的原因:
1、喷砂不均
产品在喷砂处理过程中,偶尔会碰到喷砂不均匀的现像,就会造成表面性能有所差异,从而产生喷砂色差。
2、底材本身色差
如果金属制品或者石材本身有色差,喷砂后就会有色差,而且防护不当也会出现喷砂色差。
3、表面氧化
表面氧化程度也不一样,也会出现明显的色差。
喷砂色差检测标准:
应在良好的散射日光下或照度相当的人工照明条件下进行,以免漏检。
国际上对金属表面喷砂除锈标准采用SISO55900,该标准分为Sa1、Sa12、Sa2.5和Sa3,具体要求如下:
1.Sa3最彻底清理级表面呈一致的灰白色,有一定的粗糙度以提高涂层的附着力。表面上的油脂、污垢、氧化皮、锈、腐蚀物、氧化物和其他杂质均应彻底清除干净。
2.Sa2.5很彻底地清理级表面上所有的油脂、污垢、氧化皮、锈、腐蚀物、氧化物和其他杂质被清除,允许存在由于清理不彻底而出现的阴影或色差,但至少要有95%表面达到Sa3的水平,5%表面仅出现轻度色差。
标准光源箱评定喷砂氧化色差:
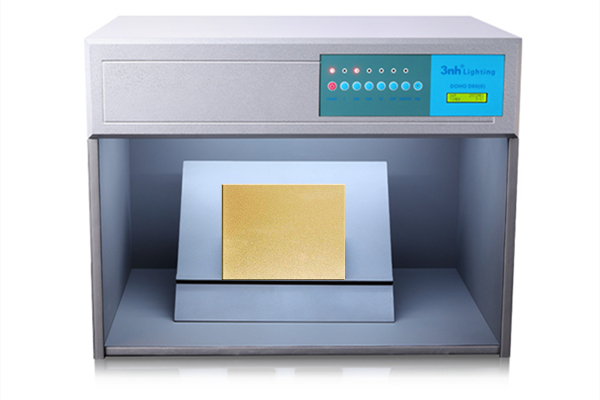
不同的光源环境下,我们观察到的物体颜色时候差异的。为了准确的评定喷砂氧化色差,就需要在统一的标准光源条件下进行测定。标准光源对色灯箱配置常用的人造标准光源,满足不同的用户的颜色检测需求,只需要将待测样品放入标准光源箱底板中间部位,通过特定的观察角度,就可以目视评定。
1、将电源线插入灯箱背面的插口,接通电源,计时显示器会显示一个流水时间,提示电源已接通。
2、按“ON/OFF”键,计时显示为该灯箱已使用的总时间。
3、按“D65”“F”“TL84”或“UV”键,对应的灯管组即点亮,计时显示该灯管组已使用的时间。若需同时开启两种或多种光源,只需同时按下两键或多键。
4、将被检测物品放在灯箱底板中间,若比较两件以上物品时,应并排放在灯箱内进行对比。
5、观察角度以90°光源、45°视线为宜。光源从垂直入射角照射到被检测物品上,观察者从45°观察。
6、检测完毕,按“ON/OFF”键关机,并断开电源。